破碎分选拆解变废为宝!
 18021035290(同微信)
021-5727-7232
18021035290(同微信)
021-5727-7232
破碎分选拆解变废为宝!
18021035290(同微信)
021-5727-7232

破碎拆解线介绍该方案主要讲解三元锂电池拆解工艺流程,根据三元锂电池的特点针对性的提出拆解回收方案!此套生产线对目前在用的三元锂电池进行高效的分选!拆解特点 ✮破碎后的物料输送至挥发回转窑炉,在450-600℃可调,回转窑采用密封氮气保护,物料在炉内均匀加热时间≥120--180min,裂解的气体及时经负压系统收集处理后达标排放。 ✮高温回转窑炉主体主要含转筒、窑头、窑尾、轮带、托轮、挡轮、密封件、支撑件,齿轮传动等构成。炉体头部设有进料口及烟气出口,尾部设置有一个出料口 。✮配备PLC控制系统,主要对加料、炭化温度以及加热器进行监控记录,并安装可燃气体及氧气浓度监测(VOC监测)功能。 ✮破碎后物料直流到窑炉的上方进料口 。✮ 炉体材质:锈钢310S 。 ✮运行过程中氮气保护。 拆解生产线工艺

陆越自动化科技有限公司凭借多年行业积累的全面经验和孜孜以求的创新理念,我们能够创造性地发挥和运用自身的技术诀窍,融合用户的应用经验.为用户带来最大效益的服务体验。拆解线工艺流程图解(以方形为例): 电池包上线工位介绍: 设备流程说明: 叉车搬运电池包到位→人工扫电池包条码→ 人工通过行车吊装电池包到托盘上。 设备流程说明: CCD到测试位拍照确定螺丝的位置→拆螺丝机构 按CCD反馈数据补偿位置→拆螺丝机构下降取出 螺丝。 移除上盖工位介绍: 说明: 人工辅助吊装电池包上盖到物流小车上。 配置了专用吸盘夹具。 电池包人工工位介绍:说明:工位上方安装有悬挂式看板灯架,配套两个显示器、两个防爆灯管及气批的吊架导轨。线体两 边外侧配套两个工具操作台。(样式可根据客户要求定制) 模组出箱工位介绍: 说明: 1、人工辅助模组吊装出箱到模组拆解线并扫码入系统; 2、人工辅助吊装下箱体下线。 拆模组上盖工位介绍:说明: 1、人工拆除模组上盖及内部线束: 2、模组扫码并绑定电池包条码; 3、人工工位配置工业看板及电批工具。 自动加工汇流排焊点工位介绍:说明:1、 六轴机械手自动从线体上抓取模组到铣削专机内加工汇流排焊点。2、配备有防爆水箱,模组加工起火时自动输送到水箱内。半自动切割端侧板工位介绍: 说明: 人工推动模组到切割位,夹具夹紧定位,圆锯 刀自动切割端侧板的连接处,切完后旋转切割 另一角。人工支解模组工位介绍:说明: 人工从板链线上推动 模组到拆解台上,扫模组条码用于绑定 拆解电池,拆解下来的电池放到电池输 送线上,自动流入下一工序OCV测试 分选。人工支解模组工位介绍: 说明: 扫电池二维码-OCV测试—分档

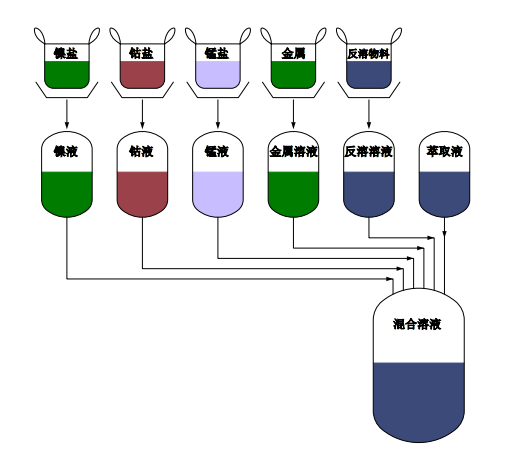
陆越自动化科技(上海)有限公司,是一家专注于化工行业流体智能化运行的电气化科技公司,我司技术部由来自化工和电气自动化行业的人才组成,致力于提高化工行业智能化生产水平,对化工、材料、锂电正极前驱体等行业的核心控制与自动化障碍,有着切身的体验与理解。我司的主营业务是电气、仪器仪表与工艺自动化,在此基础上深入开发了流体智能化运行系统,并取得丰硕的成果! 一是自动化配料系统: 解决样品多次重复检验、补料溶解、长时间等待问题,原料不需存储与计量,系统自动判定溶解程度、浓度值、配比值等参数;自动抓取最佳配料组合,优先使用性价比高的原料,智能化运行。 二是在线稀释系统: 解决不同浓度的原溶液,在进反应釜前统一浓度的问题,原溶液与目标溶液不需检测,取消稀释存储罐,边稀释边进入反应釜,保障稀释后浓度的统一,智能化运行。 三是反应釜自控系统: 解决反应釜生产过程中,过多主观因素参与控制的问题在重控制轻检测理念下,生产工艺确定下来后,建立相关控制模块,固定型号的产品直接调取关联模块,智能化运行。 传统配料工艺的缺点:1、每个混合溶液配制槽,均需一套拆包、存储、计量配套装置;2、些物料在储存仓和计量仓中接触潮湿空气容易结块,而且生产结束之后难于清理干净;3、当原材料各类较多时,每次均需要判定最佳原料组合,才会成本最低4、判定溶解是否完成,基本靠溶解时间控制,当物料有结块溶解较慢时,会误以为需要补料;5、冬夏节车间温度与检测室差异大,检测结果并不能真实反应现场真实情况;6、检测分析设备采用的ICP用于微量检测,检测常量浓度时,需二次稀释,导致检测误差较大;7、反复检测成与补料,耗时长成本高,补料依赖主观经验。自动化配料工艺的优点:1、一种原料只需要个拆包,而且不需要储存和计量,解决物料在储存仓中易结块的问题,解决结束生产时难以清理的问题;2、自动判定最佳原料组合,并使用最组合进行配制混合溶液;3、自动判定溶解是否完成;4、通过仪表与智能算法,在线测定溶液浓度,不需ICP测试浓度,不需反复检测与补料,解决车间现场温度与检测分析室之间存在温度差异导致的浓度不一致问题; 人机界面(氢氧化镍钴锰配料)传统稀释方法(稀释硫酸亚铁)在线稀释方法(稀释硫酸亚铁)反应釜自控系统仪表、阀门、电气自动化、成套控制系统